涂布机从焊接设备的出口开始,通过电泳,干燥,干燥后,更换撒布机,粘上封口机,然后将胶垫运输进入精加工层,打蜡等工艺。回维修周期,最后将杠杆更换为最终组件。当今高速的工业发展中,提高制造速度,确保生产链中各个环节的协调和合理使用,还可以降低人工成本工作,建立现代生产链已成为当务之急。文以北本重型卡车喷漆车间的机器运输为例,描述如何使用PAC作为自动机器运输的核心,以及需要注意的要点。PAC是一个集中控制引擎,涵盖了API用户的多种需求以及制造商的信息需求。PAC包括核心API功能和扩展控制功能,以及基于PC的控制中的基于对象的开放数据格式功能和网络连接功能。PAC的定义可以看出,PAC具有各种特性,可以执行复杂的功能,并且系统的硬件和软件完美地集成在一起,从而提高了控制系统的性能。完成这些功能,控制器需要额外的扩展卡才能完成。漆车间中央控制室的中央控制系统的控制对象主要由两个主要部分组成:油漆过程控制系统和运输控制系统。

漆过程控制系统主要基于汽车油漆生产过程的各个部分,其设备根据相应过程的要求进行控制和测试。漆处理车间的汽车涂装工艺主要包括预处理,电泳,密封,底漆和面漆。漆过程控制系统必须根据每个过程的特定过程要求,通过控制装置的PLC控制相应的过程设备和环境设备,例如:各种浸没池和设备在预处理和电泳过程中喷涂,密封,底部涂胶或喷漆房设备以及在涂漆和涂饰过程中使用干燥室设备,以及控制温度,湿度,每个过程中的风压和风速油漆过程控制系统的主要目标是按照过程要求正常操作每个过程设备和环境设备,以确保汽车油漆的质量。输控制系统主要控制涂装车间的运输链和升降运输系统。
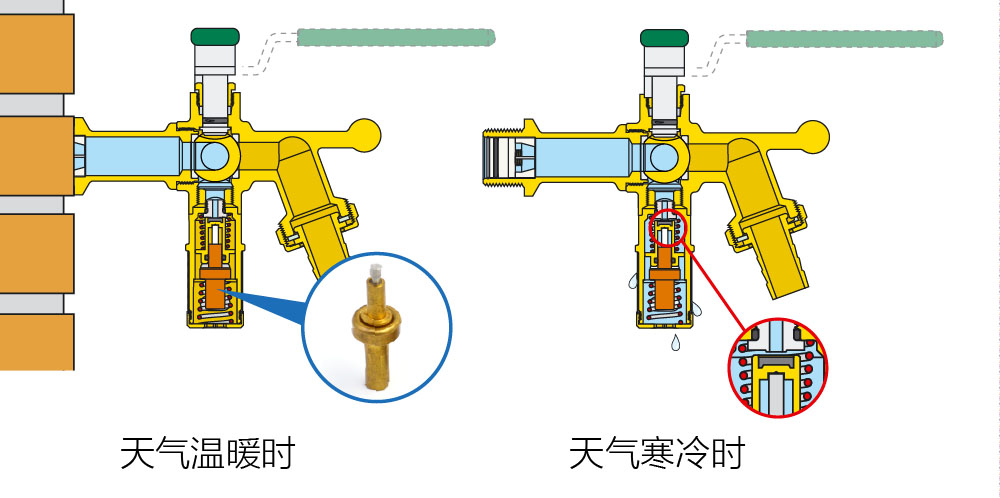
经历了油漆车间的整个汽车油漆生产过程,即在输送链和电梯的运输作用下,白色车身通过不同的汽车涂装设备和环境按照涂装过程的顺序轮流以一定的速度进行涂装,恒温阀芯完成相应的涂装过程。送机控制系统必须通过PLC控制设备控制分布在整个喷漆车间的输送链和升降机的运行。方面,运输控制系统必须执行运输,悬挂和存放白色汽车的任务,另一方面,根据汽车漆各部分的工艺要求,程序还必须检查运输的车身,以获得可变的起升和俯仰。变速,摆动和倾斜等,确保在油漆车间连续自动生产。
确保整体系统安全,请首先在每个过程链的输入和输出处安装紧急停止按钮框,顶层过程部分使用隔离栅易燃,易爆,以取代普通传感器;其次,除了在设备上安装限位开关外,还在底部编写了锁定程序,以防止操作员在设备处于危险状态时发生故障。械化系统与过程机器人之间的模型信息相互作用,存储区域中的模型分类以及恢复区域中的自动路径选择将很难实现自动化。

了合理分配每个控制系统的负载,同时使整个系统的结构清晰易维护,系统的功能和系统的网络结构采用树形结构设计。
解决方案将整个系统分为几个区域,每个区域都带有一个MCP(主控制柜),每个区域都配有一个可编程控制器,然后将MCP(主控制柜)连接到机柜中的每个RCP。域通过光纤网络。控制柜),以确保网络稳定性,即整个生产线的稳定性,最后通过光纤交换机将以太网连接到逆变器的I / O远程和其他设备以及各种电气设备,包括电动机过载保护开关,继电器,接触器等。个MCP或RCP中也安装了它们。
CoontrolLogix L65 PAC可编程运动控制器用于控制,由于其固有的优势,它将不同的控制要求(顺序控制,过程控制,运动控制,传动控制)集成到一个平台中。一控制。种类型的网络透明连接(以太网,控制网络,设备网络),这些网络使用RSLogix5000软件进行配置,编程和监视。动控制功能已集成到编程软件和RSLogix5000控制器中。

过安装在生产线上的传感器确定手推车的位置,记录手推车的型号信息,并根据运输情况实时推送型号信息的记录,同时,为避免出现推入错误,钥匙站中还安装了一个RFID读写站。
辆型号信息通过读写头设备写入车上的RFID代码主体。“机械涂装过程”部分中,从RFID读取特定的车辆信息并将其传输到机器人。统可以根据需要合理定义维修室的数量。个维护室都设置一个按钮框,以指示维护室是否已完成。时,控制站定义了按钮框。作员通过选择按钮来记录框架的质量。用RSLogix编程的灵活性,它会在到达存储区的途中根据车辆型号,检查点,车辆状况自动达到额定情况,并自动有序地选择路径和到达相应的维修室。
而大大提高了控制的精度和稳定性,并为油漆车间的高效和精确生产做出了必要的贡献。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com