闭环控制的CNC机床的加工精度主要取决于控制系统的精度。此,精密传感装置是高精度数控机床的重要保证。CNC高精度机床上,网络传感器可用作位置传感设备,以将转换后的数字脉冲返回给NC设备,以进行闭环控制。也称为秤传感器(网络传感器),是一种根据网络的光学原理进行操作的反应测量设备。格规则通常用于数控机床的闭环伺服系统中,并可用于线性位移或角位移检测。测信号是具有以下特征的数字脉冲:检测范围大,检测精度高,响应速度快。
络传感器是一种传感设备,广泛用于CNC机床上以检测高精度的线性运动和角位移。栅尺采用铝合金型材,经阳极氧化处理,尺部分为合金压铸件,表面镀硬铬,耐腐蚀;它还具有以下特点:高抗外部干扰性,易于安装和使用,易于维护,防水,防尘且使用寿命长。
络刻度位移传感器安装灵活,可以安装在机器的不同部分。般规则是将主尺安装在机床的工作台(滑板)上,用刀将床移动,将读取头固定在床体上并安装读取头在主要规则下尽可能安装方法的选择必须考虑切屑,流体和切削油的突出方向。果由于安装位置的限制而需要将读取头向上安装,则必须添加辅助密封件。外,一般来说,读数头必须尽可能地安装在机器的固定部分上,在此阶段,输出线不易固定,并且直尺必须安装在机器的一部分上。动设备(例如滑板)。装比例传感器时,不能将传感器直接安装在原始机器或机器上。络的主要规则和读取头分别安装在机床相对运动的两个部分上。用千分表检查机床工作台主尺安装面移动方向的平行度。较器固定在床上,可移动工作台对于实现0.1 mm / 1000 mm的平行度是必需的。果不满足此要求,则必须设计和加工磅秤底座。座要求:(1)必须添加等于要添加的直尺长度的底座(最好底座长约50毫米)。(2)通过铣削和磨削处理底座,以确保平面平行度在0.1毫米至1000毫米之间。外,需要与基座基座具有相同高度的基座基座。
数头底座和直尺的总误差不得超过±0.2毫米。安装过程中,调整读数头的位置,以使读数头与天平的主体之间以及与天平的主体之间的距离达到约0.1 mm的平行度。
衡约为1到1.5毫米。主光栅尺拧到安装在机器上的工作台的工作面上,但不要拧紧,将百分表固定在工作台上并移动工作台(主尺和工作台同时移动) 。用千分表测量主尺平面与机器导轨移动方向之间的平行度,调整主尺螺钉的位置,以使主尺的平行度在限制为0.1毫米/ 1000毫米,然后完全拧紧螺钉。
安装主要规则期间,如果安装了1.5 M以上的网络,则不能仅安装网桥的两端(作为网桥的类型),并且必须在整个规则中都有支持。无法安装夹子时,最好用玻璃胶将标尺粘上以设置基本规则和主要规则。安装读取头时,首先要确保其底座符合安装要求,然后安装拾音器,该拾音器的安装方法与主要规则相同。后,设置读取头,以使读取规则与网络主规则之间的平行度小于0.1 mm,并且将读取头与主规则之间的间隙控制在1到1之间。1.5毫米行李箱位移传感器完全安装后,有必要在机器导轨上安装限位装置,以防止读取头在以下情况下撞击主尺的两端:移动机器的产品,这会损坏网格规模。外,从干线购买牵引力传感器时,用户应尝试使用机床尺寸超过100毫米的网格刻度,以留出余量。旦安装了网络线路位移传感器,就可以激活数字显示器,并可以移动工作台以检查数字显示器是否正常。机器上选择一个参考位置,然后将工作点前后移动到所选位置。字读数必须相同(或为零)。还可以使用一个比较器(或多个比较器)将比较器和数字显示设置为零(或将存储器的启动数据)。次往返后返回初始位置,观察数字显示和数千个点。
中数据是否一致。上工作完成了网络规则移动传感器的安装。是,在机床加工环境中,铁屑,切削液和油渍更为常见。此,传感器必须配备防护罩。幕的设计取决于传感器的形状和扩大的空间。护罩通常用橡胶密封,以使其防水并耐油。接和断开平衡传感器和数字显示插孔时,必须关闭电源。可能增加保护盖,并及时清洁标尺上的碎屑和油,以防止任何异物进入秤传感器外壳。期检查紧固螺丝是否松动。了延长防尘密封圈的使用寿命,可以在密封圈上均匀涂一层薄薄的硅油,注意不要溅落玻璃喷嘴。洁格栅表面和指示器栅格表面,以保持玻璃格栅表面清洁。格禁止网络传感器剧烈振动和吹打,以免损坏秤。
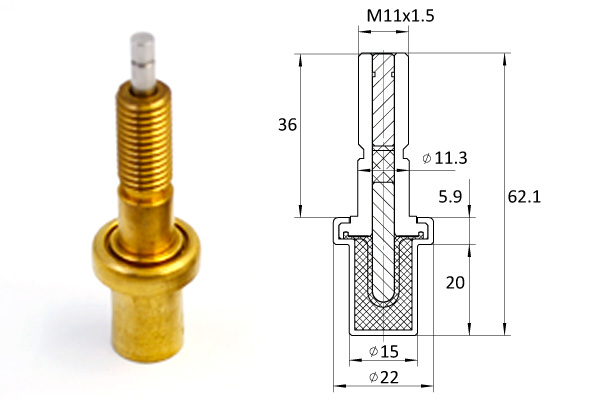
果网络断开,恒温阀芯则网络传感器将无效。意避免油污和水污染网络表面,以免损坏网络频段的分布并引起测量误差。
络传感器必须避免在高度腐蚀的环境中工作,以免腐蚀网络的铬层和网络表面,恒温阀芯并对网络质量产生不利影响。而言之,在选择网络规模时,有必要根据机器的精度全面考虑控制系统的细分数量,机械设备的结构以及成本。-数字控制工具和网络规则的信号周期。

决方案,而不是单方面追求高精度网络规模。时,还需要对数控机床的线性补偿,非线性补偿,甚至几何精度补偿,以进一步提高数控机床的整体精度。期维护秤非常重要,并且重要的是检查工作环境是否损坏。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com