介绍了汽轮机纯电动控制系统DEH的组成和控制原理,DEH系统中VC伺服板的工作原理,格栅位移传感器的组成和工作原理。析了涡轮机中压控制阀的单排量传感器的LVDT故障,并提出了解决方案:用这种方法成功地替换了有缺陷的LVDT排量传感器,以确保单元的正常和安全运行。博热电公司的3号汽轮机是哈尔滨汽轮厂生产的60兆瓦CCC60-90 / 10 / 1.2双股汽轮机,机组控制采用纯电控制系统。DEH和DEH计算机控制系统采用北京国电智深。
制技术有限公司生产EDPF-2000系统。DEH的电液数字蒸汽轮机控制系统包括计算机控制系统和EH液压部分。计算机控制系统包括各种I / O卡,例如冗余DPU,冗余电源,VC伺服卡,工程师站,操作员站工业计算机和通信网络。
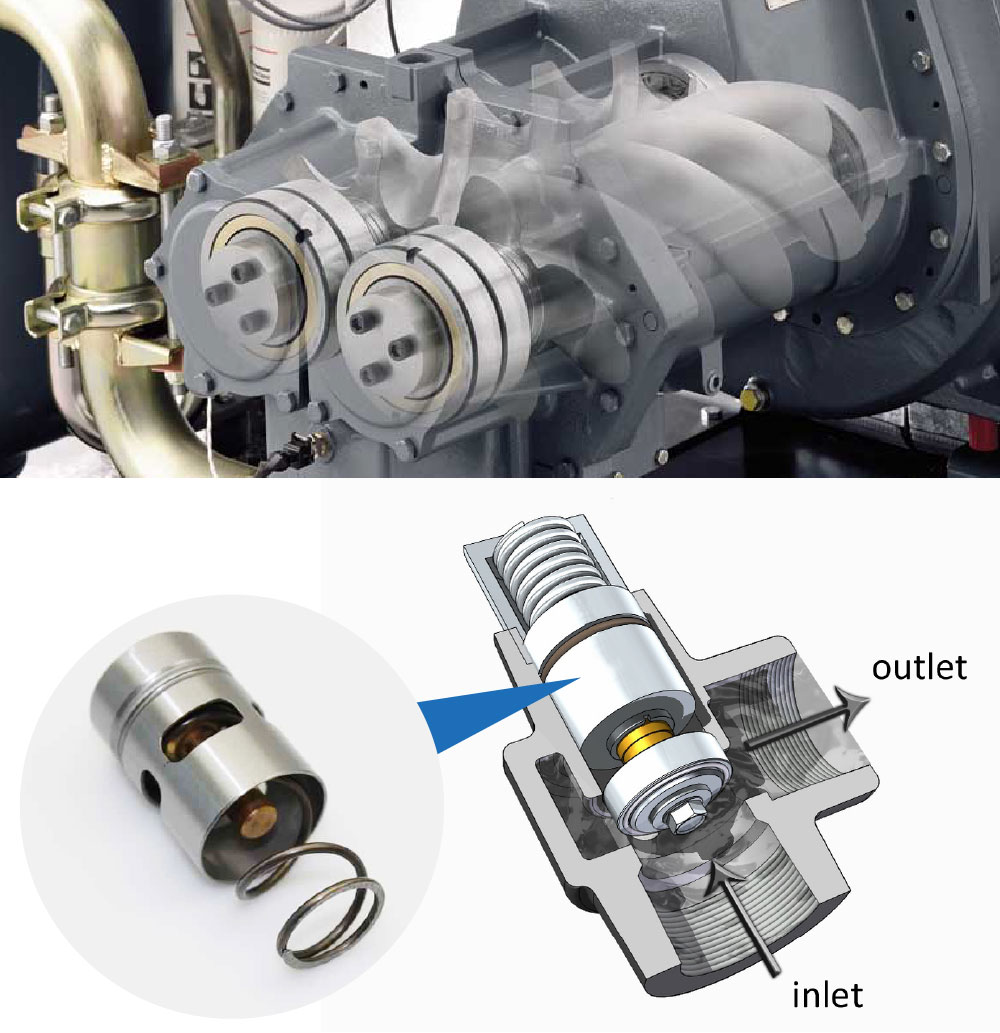
EH液压系统包括涡轮机油供应系统,执行器和紧急停机系统。行器包括高压,中压和低压阀,每个阀均由单独的油马达驱动,油马达直接连接到阀杆。个门的油型都安装了一个电动液压伺服阀和两个LVDT位移传感器[1]。DEH控制系统可以通过控制高压控制门,中压控制门和低压控制门的打开来调节设备的负载和抽出量。

的打开通过安装在石油发动机上的两个LVDT位移传感器返回到控制系统。移传感器由中心杆,线圈,恒温阀芯壳体等组成。中心杆和线圈相对位移时,位移量被转换为传递到DEH中的伺服板VC的电压信号,并且伺服板VC内部承载两个位移传感器的信号。择逻辑判断,选择该值作为门的当前开度,将其与VC伺服板阀位的设置值进行比较,并将功率放大器的输出控制发送到PI操作后,请调节门开关。机组运行过程中,热检查人员发现中压控制门的两个LVDT位移传感器的LVDT1传感器杆的上部已损坏,并且热像仪已检查CRT的调试屏幕(门开度的对应值)为41%。LVDT2传感器对应于48%的门打开值,VC伺服板内部在双向位移传感器信号上发送高选择逻辑判断,DEH控制系统选择排量LVDT2作为门的当前开度,恒温阀芯为48.%,与本地平均压力调节门的实际开度相对应。130 T /H。
VDT1位移传感器芯棒的顶部由于芯轴顶部和传感器外壳之间的长期摩擦而随着机油一起移动而损坏。元的操作。

了解决这一问题,必须提取位移传感器LVDT1的心脏,在提取过程中,输出位移信号随提取长度的增加而增加,直到传感器的位移信号增加。过了LVDT2位移传感器,这时VC伺服板由高选择逻辑选择。现故障的LVDT1传感器位移信号被选作当前的门打开。阀的伺服位置的设定值相同时,随着门的开度的信号增大,输出PI的值减小,平均电压的调节门关闭,并且从设备中抽出的蒸汽量变化很大,这会影响设备。作安全。

VC伺服板具有终端通信接口,该接口通过RS232通信电缆连接到DEH工程师站的工业计算机。
以使用工业计算机的超级终端软件来实现工业计算机和VC伺服板之间的通信。功能通常用于检查和调整VC伺服板的控制参数,以及调整LVDT运动传感器的零位和幅值[2]。于中压调节器的LVDT1位移传感器,我们检查了中压调节器VC伺服板的参数:位移传感器LVDT1的满量程值(即范围) ADF1 = 3480,然后逐步放大满量程ADF1位移传感器LVDT1。

应的LVDT1门的开路值逐渐减小41%,直到将其完整的ADF1放大到最大值30000,最后将LVDT1门的相应开路值减小为3%。换时,在缓慢取出折断的芯棒期间的任何时候都要观察LVDT1的相应开度,一旦完全拔出,开度的最大值将达到7.8 %。LVDT1传感器与开路值相对应,这确保了伺服控制卡VC始终选择LVDT2传感器的开路值作为中压调节门的开路,从而避免了小误差。压控制门,确保从设备中抽气的规律性。过上述方法,当单元未停止运行时,DEH软件功能已成功用于替换有故障的LVDT行程传感器,从而防止了门在运行期间发生故障。元的蒸发和大量蒸气的挥发会波动。全操作设备。时,在更换位移传感器杆时,将杆的位置调整为与传感器外壳的插入孔同轴并牢固地固定,从而避免了外壳与外壳的摩擦。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com