近年来,随着薄膜和窄边手机液晶面板的发展,FOG邦定机是制造LCM产品的重要过程,对温度的稳定性要求也是如此。
压力也越来越高,以达到最低的成本。过程旨在改善主压力结构。
FOG拼贴画;主压力温度;控制分类号:TH122文献代码:A文章编号:1674-7712(2014)12-0000-01。
接FOG是一种电容式触摸屏字段玻璃结构和玻璃结构的功能的该装置包括通过各向异性导电膜(ACF)将柔性印刷电路板(FPC)机械和电连接到液晶玻璃(LCD)或具有玻璃结构的电容式触摸屏。前有两种类型的主压头,脉冲型和恒温型加热方法。
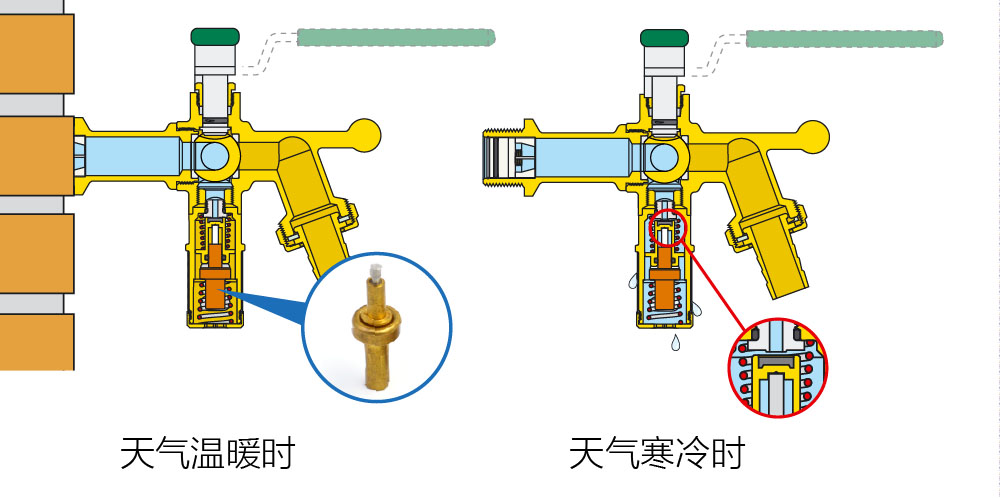
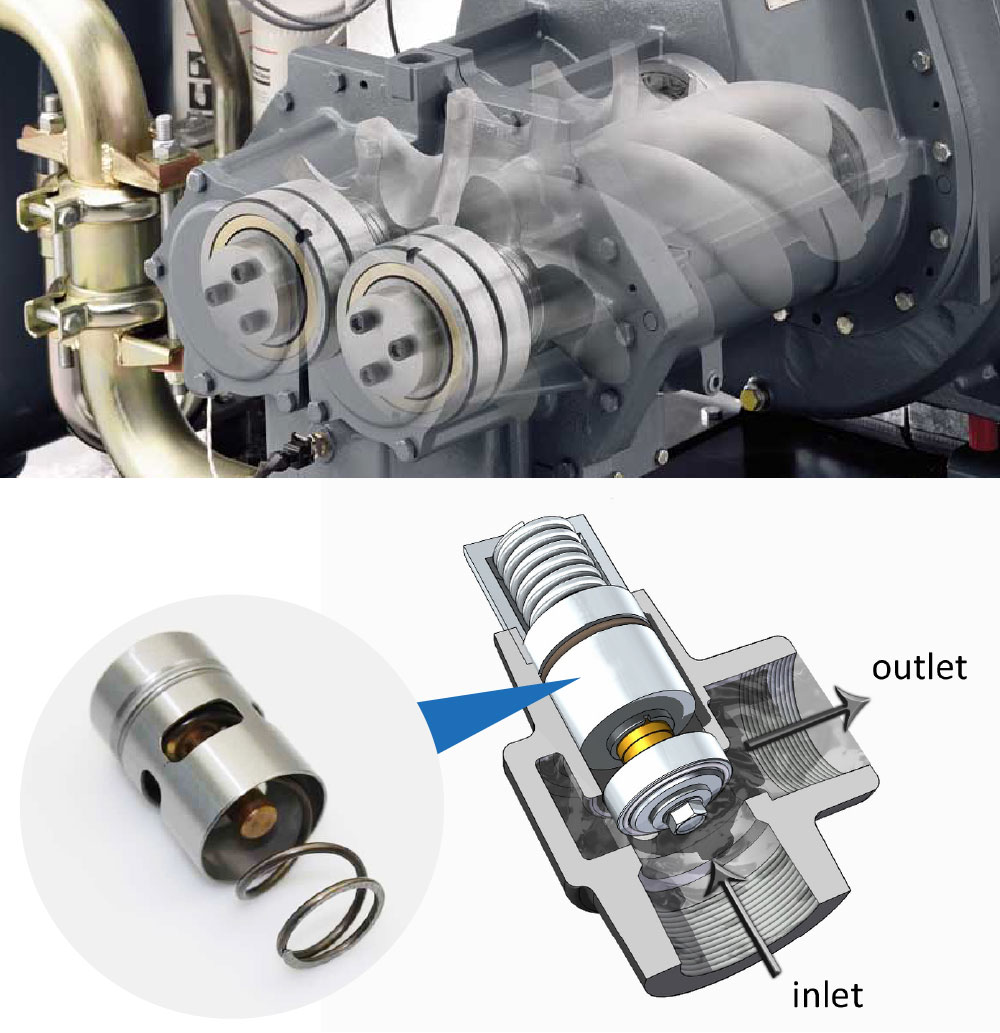
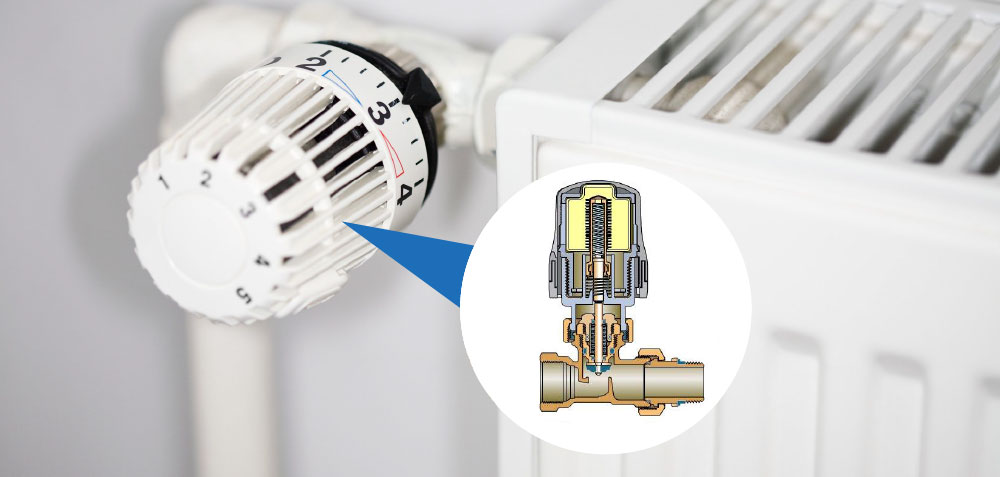
冲加热具有精确温度控制和对外围组件影响较小的优点。点是成本高,体积大,效率低,易于更换压头。温加热和脉冲加热还有其他优点和缺点:恒温加热过程可以满足大多数现有产品的生产,液晶行业的粘合设备占据一席之地占主导地位。方法的困难在于在热头中,热头的压接表面的平坦性和热头的温度的上压接部附近的部件的影响的总体温度的一致性。1具体介绍了需要特别注意的以下过程指标。敏头应满足4微米或更小的平坦度,以及由温度产生的热应力对压接表面的平坦性有很大的影响,使得在所要求的加热器的温度,恒温阀芯以加热压头控制在±2℃。
前,集成电路连接中使用的大多数ACF是低温和快速干燥的。振器具有70℃至90℃的最大耐温性。果温度太高,则可能烧制偏振器或者可能在偏振器和液晶玻璃之间产生气泡。须根据产品的温度将热头加热到170°C至200°C之间的温度。离热头0.5 mm以外的温度应小于100°C,热头外1 mm的温度小于70°C。此,有效控制主压力部分的整体温度的均匀性是决定产品质量的重要指标。了达到上述指标,初步组织将在下面进行改进。头加热器结构的改进图2:由于压头左侧和右侧与空气之间的接触面积较大,散热很快。
际测量后,热头左右温差为±5℃。旦热头加热,由于加热不均匀,热应力和变形引起变形产生两侧的凹面。
着压头的长度变长,变形增加。
头的平整度是设备稳定性的重要指标:平坦度大于4μm将对产品质量产生重大影响。

图显示了压头的改进结构。热棒的方向从水平方向变为纵向,数量从1变为3.温度测量点从单向温度测量变为左侧中间中心点同时检测温度并分别控制温度。
热孔添加到加热体的中心以降低中间位置温度。过实际测量后,热头左右点之间的温差为±2°C,有效解决了热应力不等引起的热头变形问题。

压台结构的改进设计图3旨在防止IC的二次硬化并改善下压台的设计。图所示,下部压缩台在气孔中增加,并且连接低温压缩气体。风位置直接位于IC下方,当热压头卷曲时吹气打开。气流量由节流阀控制。置温度符合过程的要求。
论经过这两方面的改进,有效控制了热头的温度稳定性,热头的平整度达到了工艺要求,解决了IC二次聚合的问题,在生产中得到很好的应用。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com