在本文中,通过在数控液压系统的日常维护中引入液压阀的故障或故障特征来修复液压系统的缺陷。
合维护实践描述了几种简单可行的修复方法,这提高了生产效率并降低了生产成本。压阀,故障或故障,维修简介液压阀是数控机床液压系统控制的主要部件。长时间使用液压阀的情况下,不可避免地会发生故障或故障,这主要是由于磨损造成气蚀,液压阀泄漏等因素造成的过度冲击和由于液压油中的污染物引起的沉积。压阀芯发生故障或堵塞。实上,大多数这些液压阀仍然处于良好状态,可以通过部分维护进行恢复。究液压阀维护的意义不仅仅是节省购买部件的成本:当故障液压阀没有备件或控制需要花费大量时间和机床时可以长时间停机,可以暂时维护设备的维护而不影响生产任务。时完成。维修的液压阀的实践中,通常使用的修复过程包括液压阀的清楚起见,部件的组合的选择和修复的大小,并且执行以下操作:清洁和去除液压阀的是液压阀的第一个维护过程。果由于液压油或悬浮在液压油中的颗粒污染油污染导致液压阀故障,拆卸和清洁通常可以消除故障并恢复液压阀的操作。见的清洁工艺包括:(1)拆卸。然液压阀的大多数部件都是拧入的,但它的设计是未装配的。除特殊设备或专业技术人员时,可以减少液压阀造成的损坏。是,在拆卸过程中必须记录部件之间的位置。系(2)检查并清理。查阀体和阀体上的污垢以及其他部件,并用棉线和非金属刮刀清除浓缩污垢,不要损坏工作表面。(3)粗洗。体,阀体和其他部件放置在清洗箱的托盘上进行加热和浸泡,然后压缩空气进入清洗槽底部,剩下的污垢是通过搅动气泡除去,可以有条件地使用超声波清洗。(4)洗好。用高压清洁液清洁清洁溶液,然后用热空气吹干。某些情况下,您可以使用有机清洁剂,如柴油和汽油。(5)大会。
据液压阀的安装图或拆卸时记录的安装关系,安装时要小心,不要损坏零件。始密封材料在拆卸过程中容易损坏,必须在组装时更换。洁时要注意以下问题:(1)长时间沉积时,请粘上坚硬的污垢,并且在清洁过程中不要刮伤接触面。

(2)加热时注意安全。些无机清洁溶液是有毒的。热和挥发会导致人体中毒。谨慎使用。机清洁溶液易燃,必须防火。

(3)选择清洗剂时要注意腐蚀性,以免腐蚀阀体。(4)必须保持清洁后的部件,以防止生锈或污染。(5)组装的液压阀必须经过测试和认证才能使用。用于零件组合的维护方法在液压阀的制造过程中,采用选择方法来提高装配精度,也就是说,对一批零件的实际尺寸进行测量。
工零件,并根据实际尺寸选择最合适的一对空间,以确保装配。现不错。
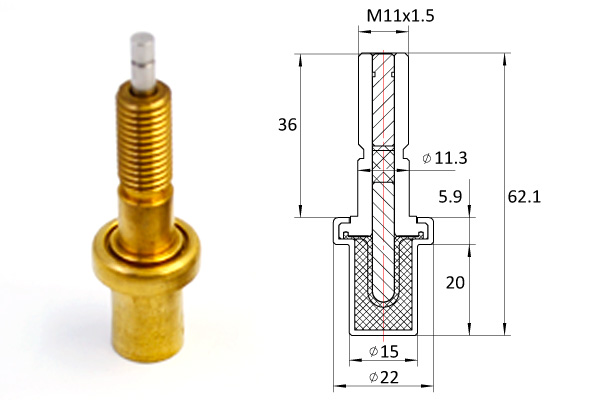
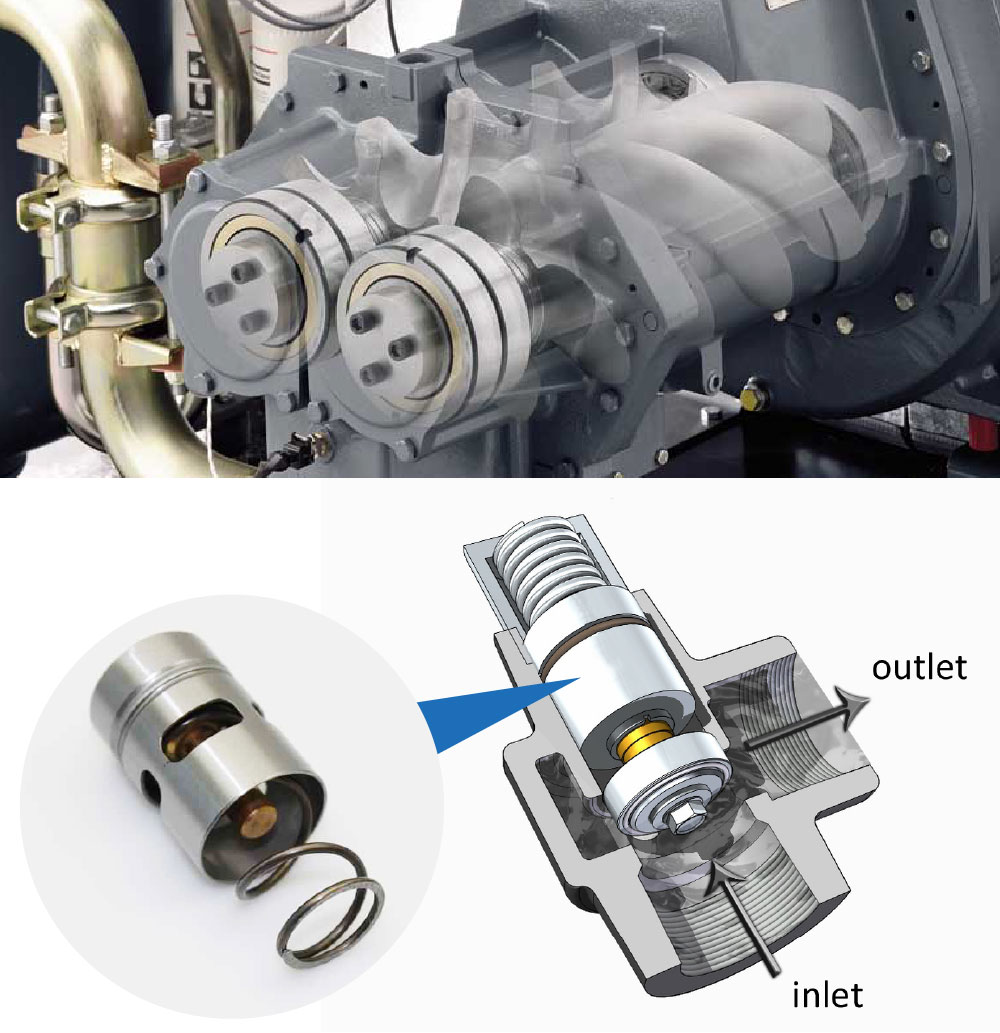
此,对于液压阀,相同类型的液压阀,阀芯和阀体的相应尺寸是不同的。了使用机床,其中多个有故障的液压阀都很大,所有的阀可被移除并清洗后,部件根据件的实际尺寸检查和测量部件被分类测量并根据以下方法重新组装组件。查后,如果阀体和阀体均匀磨损,表面没有严重划伤或部分磨损,请选择有足够间隙的阀体,重新组装阀体根据相应的手册。匀或划伤的工作面如果上述方法无法恢复液压阀的功能,请选择满足加工余量干扰要求的阀体及其型芯。孔阀体和大外径阀。孔,钻孔或磨削阀体内的孔,以获得合理的形状,精确装配。寸调整方法采用零件选择方法修复液压阀,虽然工艺相对简单,但有其局限性,修复尺寸方法适用于更多场合。单可行的修复方法主要包括两种备件和修复方法。一种方法是拆卸已失去相应的准确度,测量阀芯并绘制零件图,以检查磨损或阀体的导向孔或阀座的损伤,恒温阀芯确定修复处理量,然后进行修整修复。

于具有一定锥度的阀座,必须制造特定的处理工具。适当的精度加工后,测量实际尺寸,然后将新线圈加工到该尺寸。种维护方法具有高维护精度,高适应性和完全恢复原始精度。
复和修复工艺有多种类型,合理的修复厚度小于0.2 mm,这与耐磨液压阀的维护要求基本一致。你需要进一步处理。用的电镀工艺是在成熟的电镀工艺基础上开发的化学复合电镀,具有设备简单,操作方便,成本低,易于控制等特点。有沉积的芯或阀孔的表面上的各种组件的复合涂层紧密地粘结到基体金属,并具有高的机械强度,油的量的热导率,热膨胀系数低,低摩擦系数和强力修复。量。论是,精心修复的液压阀不仅恢复了原有的功能,而且使其使用寿命,工作性能和可靠性都接近原来的水平。的维护材料还可以延长其使用寿命并提高工作性能。是,与维护技术和设备水平相关的限制使得难以保证维护的质量。数控机床的日常维护中,主要使用清洁方法。是,仍然需要积极购买备件来应对不可预见的故障,确保机器的完整性并改善机床的使用。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com