根据阀主体的结构特征在两个通道在上侧和下侧的侧孔和盲孔的阀体,在注射模具用于形成阀的主体是二通阀由于零件较小,采用了具有八个腔体的集成集成系统。芯降低了生产成本和模具生产周期,并且使用针和圆筒解决了芯和脱模机构之间的矛盾。针;气缸;模具;注塑成型;潜栅塑性结构与工艺分析;工艺结构分析该塑料部件为双向闸阀阀体,如图1所示,一般形状为L形,最大尺寸为19.6 Mm×10.5 mm× 18.7毫米。体下方有两个盲孔,A侧有一个通孔,B侧有一个0.15 mm的凸出部分。操作过程中,阀体必须旋转几次,因此,外表面的粗糙度必须很高,并且需要一定的强度和硬度要求。料部件使用PVC注塑成型。塑料材料模制性质的分析PVC材料具有高强度,耐候性和耐候易燃和优良的几何稳定性,而PVC具有氧化剂的高电阻,还原剂和强酸[1]。PVC的流动特性很差,处理范围窄。
PVC去除率非常低,通常为0.2至0.6%。型工艺的参数如表1所示。模斜率分析和分离设计注入的产品在冷却过程中体积会减小,并紧紧缠绕在芯表面上。了便于脱模,避免了由于过度的脱模力而拉动产品的表面,并且产品的与脱模方向平行的内表面和外表面必须具有一定的拔模角度。]。案的大小与许多因素有关,包括塑料部件的结构,材料的去除等。果倾斜太小,产品尺寸会很大,产品表面会受损或破损。倾斜度太大时,虽然脱模方便,但会影响产品的尺寸精度,会破坏产品的尺寸。先,通常模具是倾斜的。数约为0.5至15°[2]。
体上壁厚度为4.5 mm,拔模角度为15°,阀体有密封要求,拔模角度设计为0.5°。部和底部盲孔设计为具有15°的后角。塑料零件的设计过程中,分离面的设计是最重要的,分离的位置对模具的开口,结构和模具的制造有很大的影响。
常,接合面不应放置在弯曲或圆形表面上,但接合面应设计成最大的横截面。据双向阀体的外观特征,分离面设计在上下边缘,塑料部分在打开模具后保留在可动模具一侧。体布局和阻塞系统设计塑料部件的数量并不重要:在准确性,生产效率,经济成本,批量等因素方面,设计采用单腔。
块和浇口的设计通过平衡的八腔布置来平衡,这延长了滑块和浪费的材料。

型号采用不平衡的H型布置。隔器使用具有特定表面积的圆形横截面相对较小,以减少热量损失。设计使用可以在模具的隐藏部分打开的潜在门。
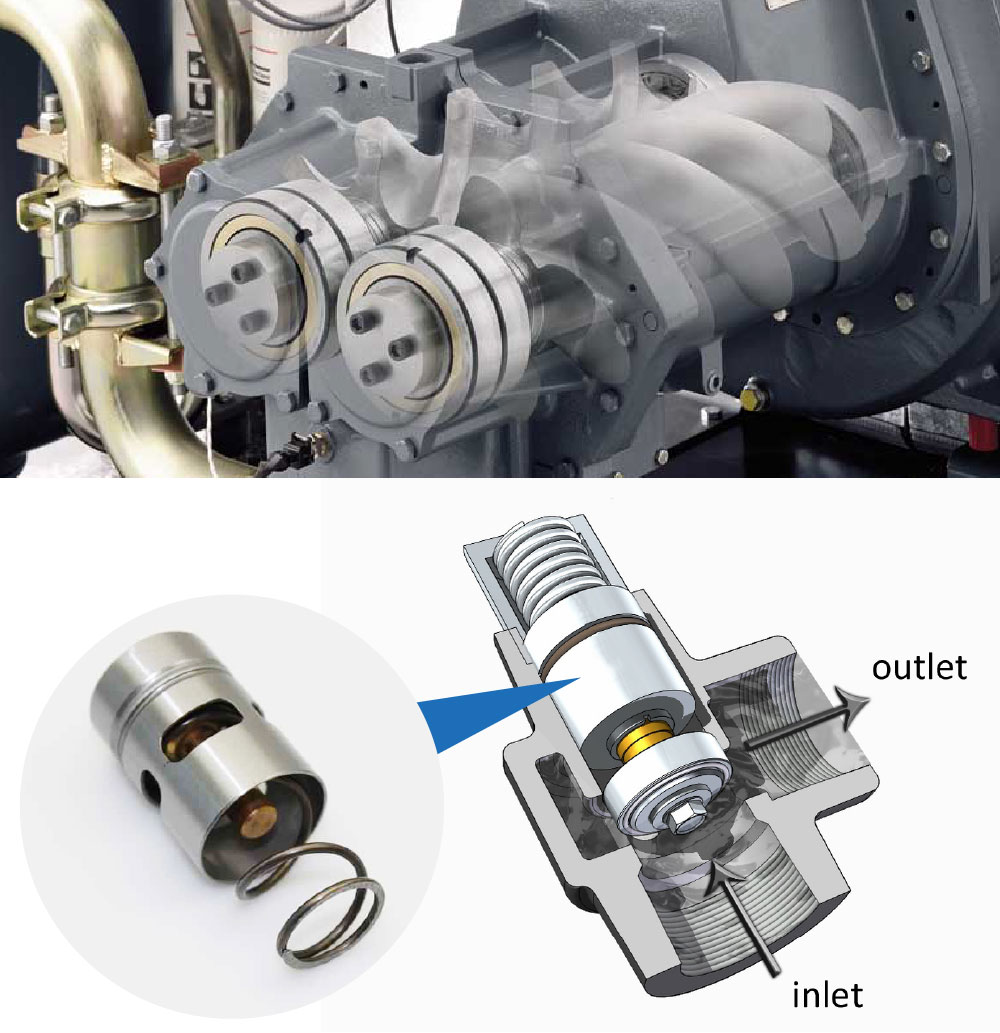
融塑料从空腔侧面注入空腔而不损坏塑料部件的外表面。料部件的表面质量和美学效果不受影响。塑部件的设计为了保证模塑部件的加工,组装,使用和维护,必须考虑模塑部件的结构问题。阵设计在这种设计中,由于塑料部件的小尺寸和特殊结构,采用了集成模芯和下模芯(图4)。体化模芯结构简单,变形小,成型产品表面在拼接接头处有闪光标记,有助于减少注塑模具中成型件数量并减少模具的整体结构尺寸[3]。而,模具难以加工并且需要CNC加工或EDM。心设计采用插针和下模为核心,便于处理,便于握持模具。于在成形过程中芯不能旋转,因此在固定凸台部分中产生防旋转平面,如图4所示。向芯提取机构被设计成在侧向芯提取机构中使用最广泛。分离模式期间,在倾斜引导柱的作用下,侧向引导件在引导滑槽中横向移动,恒温阀芯并且侧芯被驱动以在两侧移动以实现其目的。这种设计中,芯之间的距离大于10mm,以完全消除塑料部件的侧芯。侧有四个横向芯,因此四个横向芯部组装在横向滑动件中,八个横向芯部同时在两侧移动。有脱模机构的圆筒是空心推杆,适于抽出环的凸台,圆柱形塑料部件或塑料部件。于圆筒的整个圆周与塑料部件接触,塑料部件的力均匀分布,塑料部件不易变形,不留下明显的引入痕迹。这种设计中,塑料部件的尺寸很小,阀体是圆柱形的,并且有凸台,并且需要脱模,因此选择了拾取机构。具的操作原理在图8中示出。模具打开时,模具与分离表面分离,并且移动部件通过注射马达夹具向后移动。料沿侧芯向后移动并停留在移动模具的侧面,而侧滑块驱动侧芯。倾斜导柱的作用下,侧芯与两侧分离,在模具开口的末端,侧芯离开塑料件,脱模机构使金缸筒向下移动。

塑机上杆和塑料部件的动作被推出模具打开模具。备完成后,移动部件向前移动,关闭模具并准备下一次注射。

论根据双向阀阀体的结构特点,完成了八模带侧取芯机构的注射模设计。
设计采用上下模芯,缩短开模时间,提高效率。理使用气缸和气缸针解决了气缸和脱模机构的空间结构,实际上模具结构简单可行。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com