利用Continental 590P 100%数字直流控制器的强大功能,可控制六个直流电机,以预设的伸长率拉伸带,以实现一致的伸长控制。洲控制器,电压校正,恒定电压,伸长率,引入近年来,冷轧行业的竞争日趋激烈,形势越来越激烈。这样的开发环境中,市场对冷轧带材的表面质量要求越来越高。了满足市场的需要,张力单元的应用至关重要,因为它在确保退火后钢带表面质量方面起着重要作用,并有效地处理轧制带钢的类型冷。此,必须保证电压单元整条生产线的稳定运行。此,我们选择了Eurotherm 590P全数字直流控制器作为单元的传输并实现了计算机控制。的优点是不仅运行稳定,占地面积小,而且使用专业的软件模块使其使用更加方便。产线的技术要求链条的最高速度必须达到300米/分钟,可根据操作人员的速度进行调整,以获得恒速运行。过控制和定义恒定伸长率,输出频带相对于输入频带被拉伸和校正。动检查皮带的恒定张力。统组成和设计系统配置系统的单线图Continental 590P全数字直流控制器用于控制生产线的速度。方法基于设置参考辊的速度以影响生产线的速度。操作状态下,差动辊的速度低于参考辊的速度。是由于两者之间的速度差异,才获得拉伸,并且差动辊的被动行程在反转状态下进行。
恒压逆变器状态下,退绕器和前张力辊在操作期间产生正向电压。卷绕器和后张紧辊的操作期间产生后张力,处于恒定电压状态。
平辊和折叠辊位于差动辊和基准辊之间,产生一定的张力并在上述各种力作用下施加到带上。于材料不能承受这种张力,因此存在弹塑性变形,导致带材在拉伸状态下变平。考辊的恒速运行:(如参考辊的接线图)使用控制台的电位器,控制器A4端口的输入电压控制在0-10 V范围内并且电压信号用作参考辊速度。定。达到最大电流限制,电流限制A6直接连接到10V。时,为了有效地控制速度,光电编码器用于速度反馈。
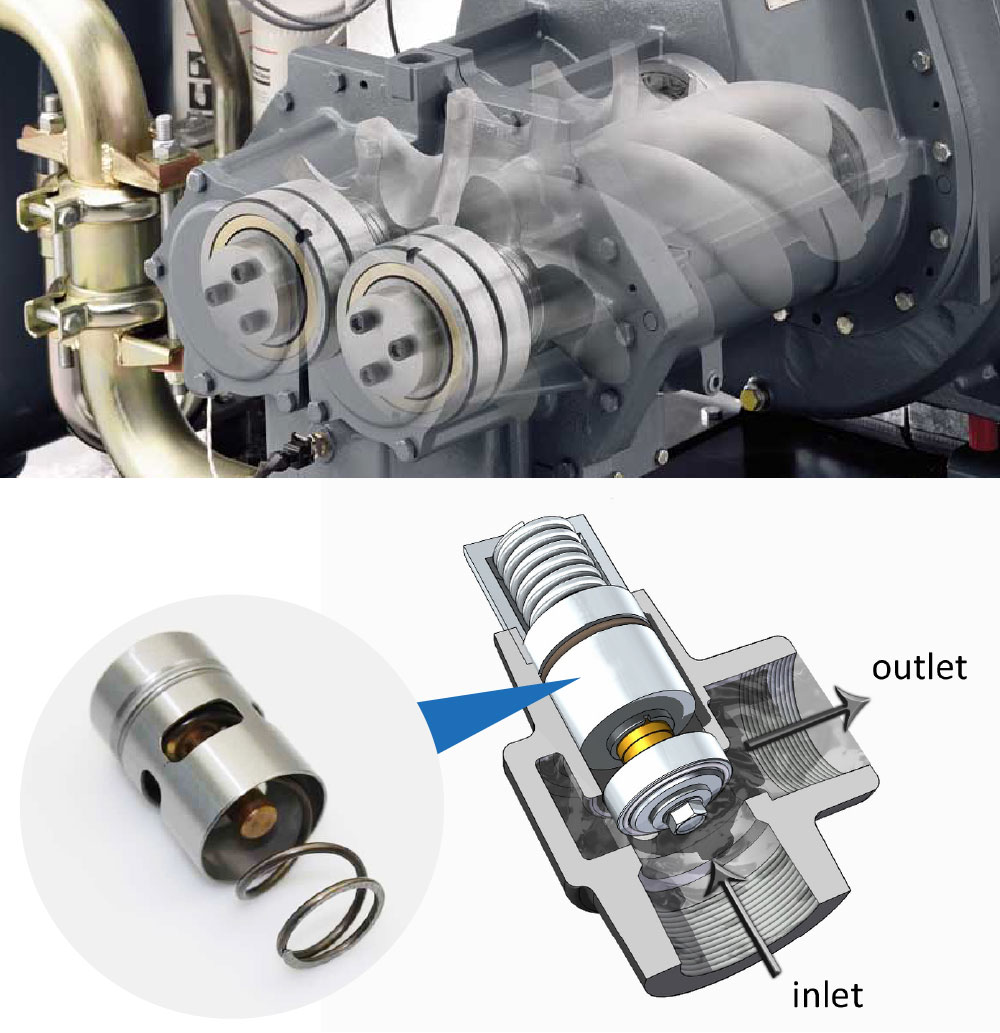
300 m / min的最大转速下,参考辊的转速高于电机的基本转速,这需要对控制器的内部励磁环进行一些调整;也就是说,弱化功能已启用。电动机超过基速的95%时,磁速的小幅增加开始。在单动作环境中获得正负点动,请使用“228”作为C6的目标标记,以便C4控制电压模块,C6控制松弛模块。时,将张力松弛设定为1至5%,将张力设定为2至-5%之间的松弛。度反馈通过A7模拟端口传输到其他设备。伸差动辊为了获得伸长率,检查差动辊是很重要的。设置差动辊参考速度信号时,选择由参考辊获得的实际速度信号并将其输入控制器的A4端口。Eurotherm控制器的一些专业模块软件可用作电子电位器。设置C4的目标标志时,它由模块上升的输入指示器和C6作为模块下降的输入指示器来定义。用0到-6%作为模块的输出范围,将速度参考值设置为模块输出值和速度参考值A4的总和,然后连接到模块的输入。度循环。此,参考辊的旋转速度与限定的伸长值之间的差值是差动辊的旋转速度。这种情况下,参考辊驱动差动辊,差动辊电机在第二电机极限下工作(如下图所示)。于系统实现了无静电差异的速度控制,因此不会提高差动辊的速度。为伸长参数的显示值,上升/下降模块的输出通过数字计数器显示在控制台上。带的延伸是由于参考辊和差动辊电机的速度之间的差异造成的,必须考虑两个辊子和齿轮箱的辊子直径之间的差异,因此有必要对其进行转换。个发动机的转速。过测量两个辊直径,根据系统中两个电机的减速比(10:1),计算电机的转速到完全调节状态并校准以确保参考辊和当伸长率设定为零时设定差动辊。速度相等。度=最大线速度/辊周长*减速比通过设定A6达到前张力辊和后张力辊的电流极限,并在锁定状态下达到最大速度参考值。制过程相对简单,不再赘述。注意,为了达到前张力辊的反向电压状态,恒温阀芯速度完全反转。着线圈直径的变化,展开和接收电机也会相应改变。此有必要计算线圈的直径以确保其在恒定张力下的操作。据张力和电机转矩的公式:T * D / 2 = i *KmφII= T * D / 2 /(i *Kmφ)T表示张力,D表示带的直径,Km表示扭矩系数电磁电动机(常数),i是减速比,电动机磁通和I电动机电枢电流。
于上面的公式,可以精确计算电机在恒定电压下的电枢电流限制。后张力辊的旋转速度值对放卷和卷绕电机的线速度有决定性影响。过模拟端口A2输入后,它与模块的线速度相连直径计算器和电机速度返回到模块的卷绕速度。

实际调试之后,完成校准并获得线圈的直径。后,绕组的直径被传递到积分设定点2并乘以电压参考。制器不能直接导出的磁通,激励电流的返回在分频器集成设定点2.同时的形式被发送,该点的输出被控制,以控制焊丝进给电机的恒定电压和恢复控制器实现电流回路的PI参数的优化,并允许自动调节电流回路。时,还能够准确地定位分批和连续电枢的流之间的边界点,从而使电流环路的控制器的自适应功能能够实现。论总之,所述全数字直流控制器590P欧式具有许多优点:它可以首先完成各种命令的,但它也允许自诊断和自适应性。外,使用Continental的Celite编程软件,系统可以更直观地实现软件配置和参数更改。
生产冷轧钢带的过程中,控制系统因其性能稳定,故障率低而受到好评,有效地促进了产品质量的提高。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com