长丝灌装机是在工厂包装丙烯酸纤维或向上传送丙烯酸纤维的最后过程。了降低检查和维护成本,提高工作效率,文章修改了电气控制系统。换完成并投入使用后,它已正常运行,不仅满足生产要求,而且失败率非常低。器装载;可编程逻辑控制器显示;频率控制;图分类号:TP273文献代码:A文章编号:一〇〇九年至2374年(2013)19-0046-02介绍可编程PLC(可编程)逻辑Controlle称为PLC,是用于逻辑操作的控制程序,定时,计数和算术,以一系列指令存储在程序中,然后根据存储器控制的内容进行操作并控制设备的输出。下是控制器的基本组成,特征和发展趋势的简要介绍。API的基本组件API的基本组件包括中央处理单元(CPU),存储器和输入/输出(I / O)系统。CPU是控制器的核心,内存是系统程序和用户程序,I / O系统是输入/输出接口,即自动控制和PLC通道。制器的功能是完美的。PLC输入/输出系统功能齐全可靠,可适应各种情况和性能的开关和模拟信号的输入和输出,但具有多种控制功能,如计数器,定时器,保持继电器,复位继电器和内部。力等等。块化结构以及硬件和软件开发都很实用。
API的硬件结构采用模块化结构,可以适应各种控制要求。件编程支持梯形逻辑语言。功能取代了系统原有的继电器控制系统,对旧设备改造项目的实施非常有利。于使用,易于维护和适应。
制器的输入/输出系统可以直观地反映现场信号的演变,并可以多种方式直观地反映控制系统的运行状态,这对操作人员和操作人员非常有利。
护系统来监控系统。
能稳定,可靠性高。PLC产品有严格的技术标准。些标准确保了PLC在恶劣工作条件下的正常运行,通常是几万小时之间的平均故障间隔时间。

API还具有自诊断和自诊断功能,具有很高的性价比。PLC发展的趋势是小型化。性能,低成本,简单实用近年来,由于PLC的发展,小型化和超紧凑性正在增加。尺寸。

络化,多功能化,实现工业自动化,全球PLC制造商不断发展和现代化。制器网络系统制造多个控制器或远程I / O,并使用工业以太网形成多层控制器,使控制器不仅可以控制,还可以生成条例和统计,并成为多功能集成测量,控制和管理系统。统。PLC控制系统将进一步集成到智能控制系统中。PLC和工业控制计算机分布的控制系统将继续建立和组合,这将进一步扩大PLC的范围和应用空间。现软硬件的标准化。期以来,可编程逻辑控制器的专业化路径并不流畅,因为不同公司的PLC无法通信,因为PLC的国际标准的演变是未来的趋势。
之,决定装载机采用API而不是离散原件,该模型使用CMROM生产CPM2A系列的PLC。器装载电气控制面板的控制的硬件设计示出了由OMRON公司出品的API时,PLC和计算机之间的通信线路可以通过本身被设置,软件可以免费在线下载。API模型是CPM2A系列,包括CPU,电源,输入/输出模块等。入/输出总共有40个点,其中24个点是入口点,出口点有16个点,这基本上符合我的设计要求。配置中添加了模拟输入/输出模块,型号为MAD02。入显示电机速度,输出控制西门子变频器。
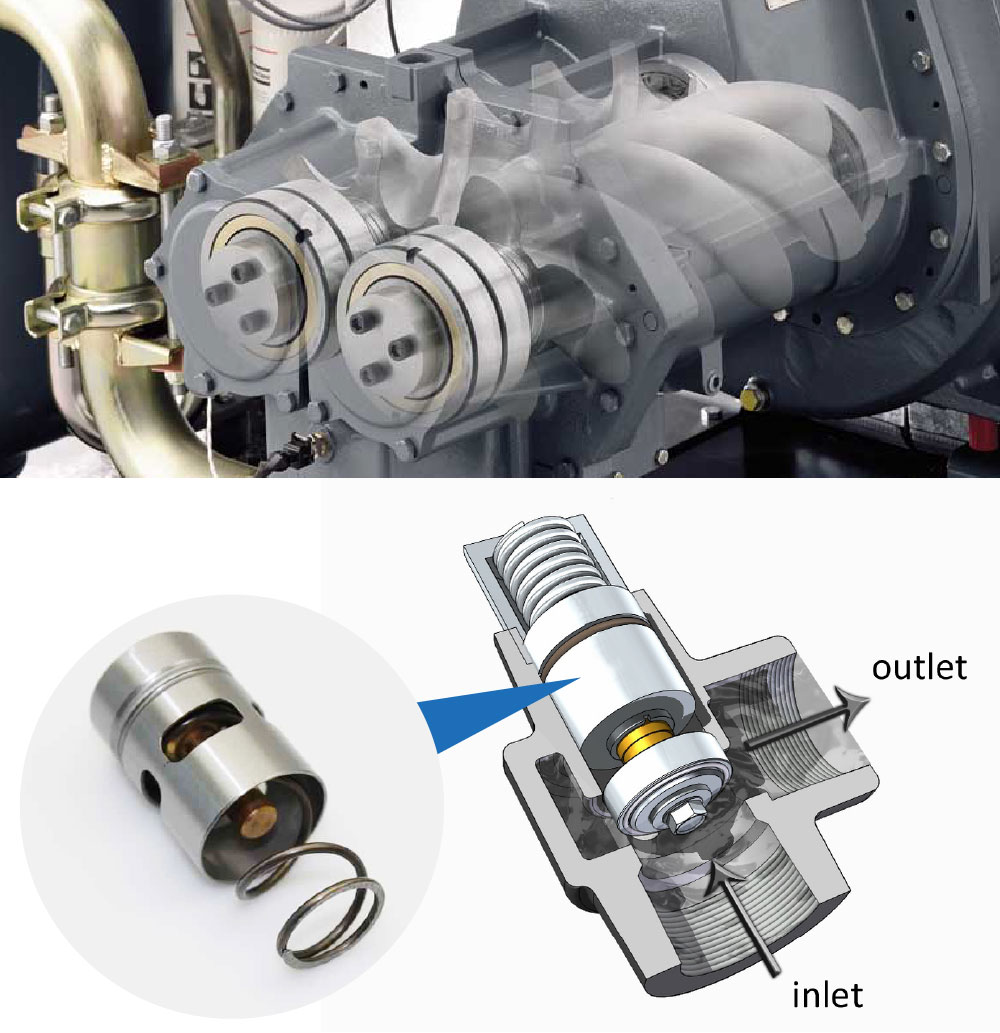
制器可以通过OMROM生产适配器进行通信。设备的主电机功率为1.5 kW,选用2.2 kW Siemens 440变频器。了实现人机对话,电动控制台选用了无锡新捷的OP320黑白模型。的外部尺寸为155×90。可以通过RS232接口连接到PLC。于安全考虑,西门子公司为屏幕供电。据装载机的设计要求,可以在屏幕上设置和显示装载机软件过程设计要求,可以显示报警,并在显示屏上显示报警内容。报列表。示其输入和输出的状态,PLC控制摆线,往复车,支架和主缸钩,支架和接地钩,恒温阀芯锁钩鼓和燃油喷射电磁阀。控制中,由于使用五位三通电磁阀,摆线和汽车交替,设计用于通过电磁阀控制保护电磁阀线圈。停。

于过程原因,燃油喷射电磁阀使用消光延迟命令。度控制屏幕此屏幕仅用于显示,速度设置,提升速度和故障报警显示。显示速度中,其存储器地址为DM2,由BCD码控制。设定速度下,其在存储器中的地址为DM40,由BCD码控制。速地址为200.00,减速地址为200.03。认警报地址为200.13。示故障信息和报警程序充电器有两个报警系统,每个系统都有自己的用途。序报警系统,当装载机的极限不正常时,根据程序写入的要求,PLC的输出点(11.07)关闭,报警灯为点亮并发出警报声。机器的负载限制不正常时,控制器200.13的地址关闭,显示报警系统,发出闪烁报警并在报警表上写入多个错误点立即显示在屏幕上。护人员和操作员根据屏幕故障点立即进行维修。动/自动信号控制:当手动控制SA1时,不输出PLC的输出点,不允许KA12电源,其信号直接显示在屏幕上转换后对于PLC,模拟输出信号被发送到驱动器,以便它可以调整电机。速度自动是SA1,控制器的输出点的输出,KA12,其信号被馈送到反相器直接从灯丝机发送,而不通过所述控制器,其调整发动机的速度。论这套灯丝加载系统由四个相同的设备组成。
四个电气设备完全相同,我这里只介绍其中一个。设备一直工作到现在,几乎没有电气故障。护工作量相对较小,电气设计控制安全开关和感应开关可以及时发挥作用,保护过程设备的基本运行。过采用PLC显示控制技术,调整和显示速度非常方便,在电气维护方面有了质的飞跃,完全能够适应生产要求。
豪公司,建立金豪公司后处理车间的日常生产记录。实的基础。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com