本文档主要介绍可编程控制器在铁水倾斜装置控制系统中的应用。过介绍系统的硬件设计和程序设计思想,本文提出了一套实用的铁水倾斜装置控制方案,包括API,人机界面 – 从设计和应用的角度来看机器和称重系统。言随着全球熔炼工艺的迅速发展和完善,越来越多的企业降低能耗和生产成本逐步采用高炉(铁水) – 电炉(l钢水) – 精炼 – 连铸(钢坯) – 轧制生产综合钢产品的过程。电工钢的制造中,热金属的热负荷是一个极其重要的过程:首先,由高炉产生的热金属通过充电装置缓慢和连续地加入到电炉热,因此在加入熔融铸铁时避免使用钢厂。
境污染和由此产生的剧烈化学反应可以加快钢铁生产速度,缩短熔化时间,增加钢铁产量。是,它可以在转炉中停止在高炉中生产铁水时不能大量使用。水为高炉的顺利生产创造了条件。金属倾斜装置的控制系统采用PLC控制技术,以及人机界面的显示模式,使全自动金属热装系统完全满足钢铁生产的技术要求。系统和控制要求在原理工作原理制造电工钢的过程中,在加入熔融铁的必须是稳定的并且流速应以避免气泡和飞溅沸腾钢是均匀的造成财产损失和伤害。此,铁袋放置在钢平台上。台的一侧由旋转轴固定,另一侧由液压缸支撑。压缸的活塞可以将钢包提升到平台上以使其围绕旋转轴旋转并将其固定穿过炉壁。图1所示,铁水槽通过炉壁缓慢地将铁水沉入炉内。铁水倒入电炉时,流动必须稳定。
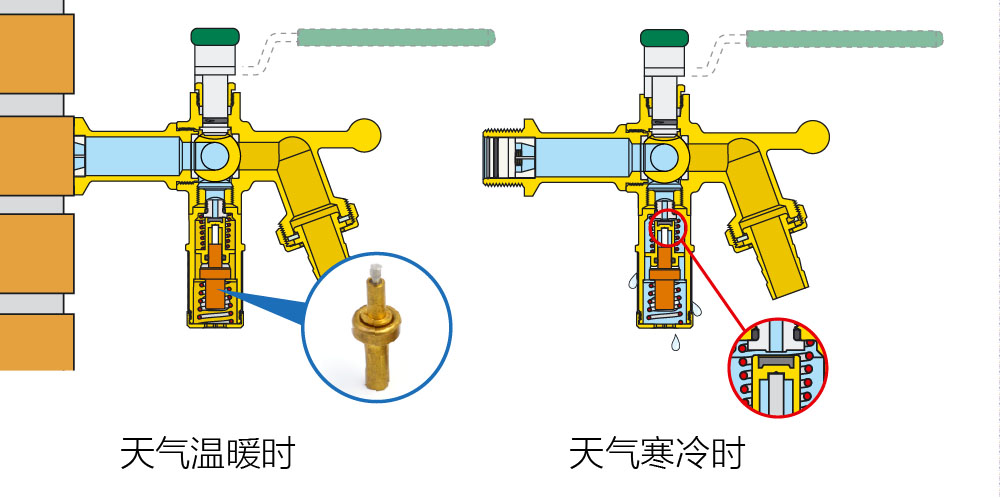
水包装约20吨,整个过程必须在20分钟内完成,因此铁水流量必须约为1吨/分钟。动状态,恒温阀芯人工条件和铁水转储函数也应调整根据事故,就可以定义流程的示出排空过程的参数,执行的长度和重量的计算每次倾倒并询问铁水泄漏。史根据控制要求,跟踪其流程图,如图2所示。制器的硬件连接如表1和表2所示。
据热金属倾斜装置的技术要求,命令西门子分别使用西门子S7-300PLC作为主机,以及数字和模拟输入和输出模块。
泵电机,两个电磁放电阀,一个冷却水电磁阀,一个倾斜比例电磁阀和其他用于控制的电气设备,显示器采用OP170B人机界面。CPU 315-2 DP具有两组通信端口,一组连接到编程器,另一组连接到人机界面。

PLC软件的控制过程和编程使用STEP 7 V5.2的西门子PLC编程软件,热控系统电气控制软件的热插拔装置分为:控制部分,参数显示部分,液压缸位移速度曲线部分,铁水放电电流统计部分和数据历史。制部分是软件的主要部分,基于系统开关的数量和传感器输入。补充了液压泵电机,加热器,比例倾斜电磁阀和热金属热负载过程的自动控制(见下图)。于系统中发生的各种异常情况,还有声音和视觉警报,并且HMI上显示相应警报的内容。完成参数显示菜单,参数显示部分主要通过ProTool V6.0组态软件根据OP170B人机界面进行配置。屏幕由6个图像组成。功能如下:主菜单F1倾斜系统F3液压站F4技术参数F5报警系统液压缸运动速度曲线历史F6部分流量稳定,因为金属水倒入电炉,流量约为1吨/分钟,一包铁水约20吨。

个过程必须在20分钟内完成。制方案如下:将20分钟分成5段,每段4分钟。据该测试,定义了用于控制液压缸运动的不同电磁比例开度参数,因此,即使液压缸的提升速度不同,铁水流量也基本恒定,流量精度的要求。据工艺要求,每当浇注铁水包时,将铁水倒入电烤箱的日期和时间以及净重,根据工艺要求进行热金属溢出的当前统计数据和历史记录铸铁用于促进生产统计。

了分析生产过程和生产率,还需要保留1000份先前收缩的铁水的历史档案。论实际应用表明,西门子PLC控制的铁水倾斜装置电气系统稳定可靠,控制界面友好,完全满足生产工艺要求。
于同样使用铁水热负荷的其他钢铁公司而言,这在参考和推广方面具有一定的重要性。
本文转载自
恒温阀芯 https://www.wisdom-thermostats.com