带有传热流体的间接加热炉(称为传热炉)主要执行原油运输,精炼和生产过程中的加热任务。烘箱的主要特点是它具有许多控制参数,它是一个具有长延迟的纯磁滞系统,控制回路很复杂并且一直使用它模拟时序逻辑控制器,不容易获得。编程控制器位于自动加热控制系统中。
应用通过计算内部程序实现了传热介质炉的最佳运行。降低了系统的复杂性,提高了热炉的效率,解决了环境污染问题。键词:可编程逻辑控制器,热发电机,控制系统中图编号:TP273文献标识码:A文章编号:1673-1069(2016)13-130-2简介热发生器是一种远程管道用于炼油化学品生产的重要设备之一,主要是完成运输,炼油和原油生产过程中的加热任务。热炉的最大特点是它具有很多控制参数,是一个延迟很大的纯延迟系统。制回路复杂,难以获得理想的控制效果。
是,如果控制是理想的,节能是显而易见的,经济和社会效益是显着的。炉自动控制系统的控制要求是基于热炉的工艺特点和控制要求,结合热炉的维护规则和炉控系统的技术要求。热炉运行稳定,自动控制装置抗干扰能力强。量可靠。统的性能必须在原有烤箱的基础上进行改进,控制可靠,传输价值准确。统操作简单方便,显示界面设置合理,参数读取直观,监控维护方便。压自动调节。条自动控制的压力控制阀安装在油路上。
过修改固定值来获得稳定炉内燃料油的目的。油系统配备三级电加热和通过烤箱控制的自动温度控制。化启动和停止烤箱操作。燃油系统正常运行的情况下,第一步是启动炉子,在启动炉子后,热敏元件PLC检测到“小型火灾开关”的状态,然后维持处于最低充电状态;当“火”到位时,炉子将进入自动调节状态。可以随时手动停止烤箱。整的系统,保护炉子的运行安全。果参数超限或仪器故障,可以自动关闭烤箱,同时产生声音和灯光报警,并在烤箱控制机器上显示详细信息。

PLC控制器的材料组成和功能这个传热介质炉的转换项目,经过技术研究和市场研究,选择了西门子公司的314型可编程控制器作为炉子的控制心脏(炉控机)用传热液。于Intel 80486处理器的Model 314处理器模块是控制器的核心。执行所有控制和计算机任务,并监视其余功能模块的运行状态。储模块。

是用户程序或检测和控制信息的存储介质。
于与主计算机或程序员通信信息的通信模块。
还可以连接到其他控制器,以形成网络,以执行更复杂的控制任务。于未确定主计算机及其通信协议,因此尚未安装模块和相关的通信软件。I / O模块。于检测开关量输入,数字量或RTD,热电偶,直流电压,电流和开关信号或标准电压输出和标准电流。制系统软件介绍根据传热介质炉的控制要求,控制器的控制程序采用模块化结构,由主程序和多个子程序组成。用STEP 7编程软件支持的梯形图语言编写。程序基于原始自动传热炉控制系统的操作条件和逻辑,以及实际操作经验,确保传热炉安全运行的目的。过“模拟油/空气流量比”调节系统燃烧的控制,根据传热介质炉的装料百分比手动调节燃油流量,然后燃烧空气的流量为根据传热炉的燃烧气体的氧含量进行调节。此获取一组数据,建立“匹配阀特性的模型”。样,对应于某些运行条件下热炉的不同负载,油流量相对固定,手动调节燃烧空气的流量,燃烧气体的氧含量在4以内。%和6%。参数对应于炉阀特性的最佳设定参数,其对应于在某些操作条件下炉燃烧的最佳油气比。动控制系统的热量控制系统的I / O量分配11 AI数量。炉内热流体的温度,燃料油的温度,燃料油的温度,燃烧气体的温度,废气的温度,燃烧空气的流速,燃油流量,冷却液流量,烟气含氧量,三通阀位置。10个DI数量。小型和大型火灾转换开关,复位按钮,启动按钮,停止按钮,油压开关,燃烧空气压力开关,压力开关,喷涂,熄火,热水箱底部开关和高温。3个量AO。油控制阀的开度,燃烧空气控制阀的开度和三通控制阀的开度。5个量OD。句话说,一个是打开燃烧空气鼓风机,雾化鼓风机和吹扫电磁阀,第二个是打开辅助点火电磁阀和点火电极,第三个打开主油电磁阀,第四个关闭电磁阀并打开电磁阀关闭。却剂循环泵,喷雾风扇和助燃风扇用于产生警报状态信号。(图1)传热流体辅助控制系统和某些参数定义了传热流体温度控制系统(PID程序)来监测传热流体的温度,根据传热流体的温度值调节输出传热流体的温度在0和100%之间,这对应于反应的设定。油温度控制系统(PID程序)检测原油的排出温度,并根据原油温度的周边值调整流量,在0和100%之间(充电),这这对应于反应的调节。P = 10; I = 0.5; D = 0.05。环路设置为自动时,氧气微中介系统(PID程序)工作。
检测燃烧气体中的氧含量并将其与给定值进行比较。
作后,它产生-10% – 10%,叠加在空气量控制回路上并调整为了反应。P = 5; I = 0.5。控制系统(PID程序)在炉子启动时发出0(负载)0秒,在150秒时发出0.15(负载).179秒后,油流量被检测并按照燃油中定义的值。围0 – 100%,调节油调节器。解是一种反制行动。P = 4; I = 0.1。关闭条件发生时,警报信息锁定系统产生关闭警报消息,允许操作员检查溢出过程参数。主计算机通信系统的锅炉控制系统下载的信息包括原油的排出温度,加热炉的启动/停止状态及其关闭信息。站控制机发送的信息是烤箱控制机的控制参数的改变和烤箱控制机程序的修改。
济效益的效益分析炉控系统改造前后,只有烟气中的氧含量和合理的负荷设定为2.经测试中心检测后根据该公司的10台原热炉,能源效率投入运行后,炉子的效率提高了2.7%。

际年燃料消耗量为23467吨,原油价格为4300元/吨。炉的年维护费约为5万元。
造后,各系统的系统均达到统一标准化,节约约3万元。炉每年可节省约3025万元。年可节省30.25×10 = 302.5万元。益分析改善了多年来影响台站的环境污染问题。造中热炉控制系统后,油气比好,烤箱完全燃烧,基本解决了热炉的烟气污染问题。低维护人员的工作强度。的自动控制系统,旧设备和与系统加班管理服务相关的复杂系统结构导致仪器维护人员的劳动强度很大。
论为确保传热炉的高效安全运行,自动控制系统非常重要。于新技术和新理论的应用,中间热炉的这一改造项目使得实现中间热炉的最佳运行成为可能并获得一定的经济和社会效益。
时,维护和操作人员的技术水平也得到了提高。热炉的最佳运行机制非常复杂,要完全实现这一目标还有很多工作要做。考文献[1]朱善军,翁璋,邓立满,周卓伦:可编程控制系统原理的应用与维护[M]。清华大学出版社,1992:43-229。
[先生]。京航空航天大学出版社,2003:44-258。3]王毅。艺设备控制技术与应用[M]。学工业出版社,2001:109-227。
本文转载自
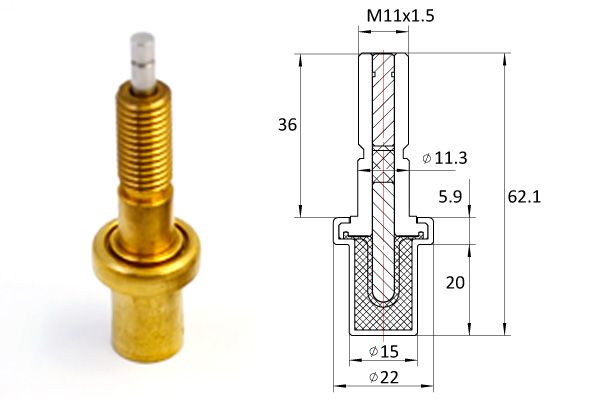
热敏元件www.wisdom-thermostats.com